Производитель станков, проверочных плит и измерительных инструментов
Биениемер
Биениемер используется для проверки радиального биения деталей типа вала и деталей пластинчатой формы. Продукт обладает уникальной конструкцией и приятным внешним видом. В дополнение к этому он характеризуется высокой точностью и удобством использования.
-

- Стандартный биениемерБиениемер используется для проверки деталей типа вала и деталей пластинчатой формы. С его помощью можно осуществлять исследование овальности, радиального биения и точности торцевой плоскости. Более того, продукт обладает уникальной конструкцией и характеризуется высокой точностью и удобством использования.
Радиальное биение конуса Морзе номер 2 с углом 60°: ≤0.005mm;
Ⅰ. Измерительный инструмент
- Измерительный прибор с отклоняющейся стрелкой
- Циферблатный индикатор
- Рычажный индикатор
Ⅱ. Методика измерений
- Измерение радиального биения
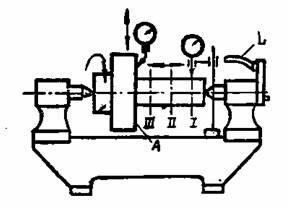
a. Очистите деталь. Поместите деталь между наконечниками измерительных приборов с отклоняющимися стрелками и обеспечьте ей свободное вращение. Осевой люфт недопустим. Затем туго затяните два зажима. При снятии детали придерживайте ее одной рукой.
b. Установите циферблатный индикатор так, чтобы штырь проходил и был перпендикулярен оси вала. Измерительная головка должна соприкасаться с деталью. Закрепите стойку циферблатного индикатора.
c. Вращайте исследуемую деталь. Запишите максимальное и минимальное значение индикатора. Разница между максимальным и минимальным значением является погрешностью радиального биения в плоскости I-I.
d. Измерения должны быть произведены по трем осевым направлениям. Погрешностью радиального биения детали считается наибольшее из трех значений. - Измерение радиального биения торца
a. Закрепите рычажный индикатор на стойке измерительного прибора с отклоняющимися стрелками. Затем медленно придвиньте стойку индикатора для соприкосновения с тестируемой торцевой поверхностью. Предварительно установите значение измерительной головки на 0.4 мм.
b. Проверните деталь и запишите максимальное и минимальное значение. Разница между этими значениями и есть погрешность радиального биения.
c. Выполните измерения радиального биения торца в трех равномерно распределенных положениях. Наибольшее значение является погрешностью радиального биения торцевой поверхности детали.