- Международная ярмарка
-

-
IMTS2018
Дата: 2018.09.10-09.15
Место проведения: McCormick Place Chicago
Стенд: NO.134164, East Hall
 English
English Español
Español Русский
Русский Deutsch
DeutschПроизводитель станков, проверочных плит и измерительных инструментов
IMTS2018
Дата: 2018.09.10-09.15
Место проведения: McCormick Place Chicago
Стенд: NO.134164, East Hall
Ⅰ. Проверка прямоты рабочей поверхности
Используйте брусок для поддержки поверочной линейки двутаврового сечения. В зависимости от длины рабочей поверхности поверочной плиты выберите подходящую направляющую пластину. Затем поместите направляющую пластину на один из краев поверочной линейки и закрепите на ней рефлектор или микрометр. Постепенно двигайте направляющую пластину на определенное расстояние от одного до другого конца поверочной линейки. После каждого передвижения пластины считывайте показания автоколлиматора с ценой деления 1"или электронного измерителя уровня с ценой деления 0,001мм/м. Различие между минимальным и максимальным значением есть погрешность прямоты рабочей поверхности чугунной поверочной линейки.
Ниже представлен схематичный рисунок данного способа проверки.
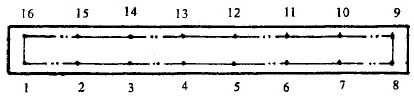
Ⅱ. Определение контактной поверхности чугунной поверочной линейки
Нанесите контрастную краску на рабочую поверхность чугунной поверочной линейки, тестирование которой необходимо осуществить. Приложите поверочную линейку к поверочной плите или другой поверочной линейке большей точности. На тестируемой линейке появятся очевидные точки соприкосновения. После этого поместите тонкую прозрачную пластинку (например, из оргстекла) размером 50мм×25мм в клетку 2,5мм×2,5мм (итого 200 клеток) на любую часть тестируемой поверочной линейки. Посчитайте количество клеток с точками соприкосновения, разделите полученное значение на 2, и в результате получится соотношение площади поверхности соприкосновения к площади всей поверхности исследуемой области.
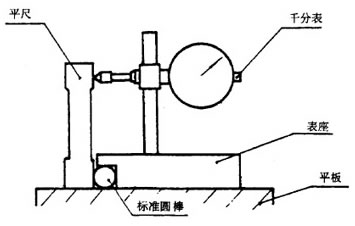
Ⅲ. Проверка вертикальности между боковой и рабочей поверхностью
Поместите чугунную поверочную линейку на чугунную поверочную плиту. Пропустите циферблатный индикатор через стандартный брусок круглого сечения и совместите его нулевое значение с краем стандартного квадратного бруска. Затем плотно прижмите измеритель к одной из поверхностей исследуемой чугунной поверочной линейки. Полученное значение является вертикальностью боковой поверхности. Проверьте вертикальность поверхности с другой стороны аналогичным образом.
Ⅳ. Проверка параллельности рабочих поверхностей чугунной поверочной линейки
Поместите поверочную линейку на поверочную плиту большой точности и произведите замер высоты как минимум в трех точках рабочей поверхности.
В случае отсутствия подходящей поверочной плиты можно использовать поддерживающую поверхность, и в таком случае необходимо использовать микрометр или циферблатный индикатор с ценой деления 0,002мм.
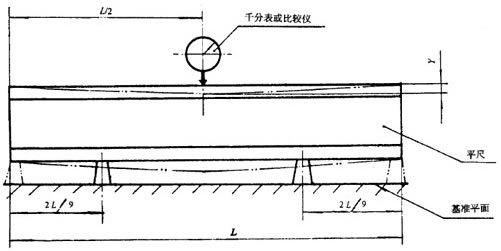
Ⅴ. Определение собственного прогиба чугунной поверочной линейки
Используйте бруски для поддержки чугунной поверочной линейки двутаврового сечения, и поместите ее на поверочную плиту. Используйте измеритель с ценой деления 0,001мм для измерения высоты в средней части рабочей поверхности. После этого раздвиньте поддерживающие бруски на максимальное расстояние к краям и вновь выполните замер спустя 10 минут. Разница между этими двумя значениями и является собственным прогибом чугунной поверочной линейки.
Hebei Jingda Machine Tools Manufacturing CO., Ltd.
Адрес: #4 Road, Industrial Development Zone, Botou City, Hebei Province, China.
Тел.:
+86-317-5561573
+86-317-8225222
Факс: +86-317-8294068
E-mail:
sam@jingdagroup.net
ann@jingdagroup.net
richard@jingdagroup.net
Контактное лицо: Juliet Wong / Ann Qu / Richard Su




